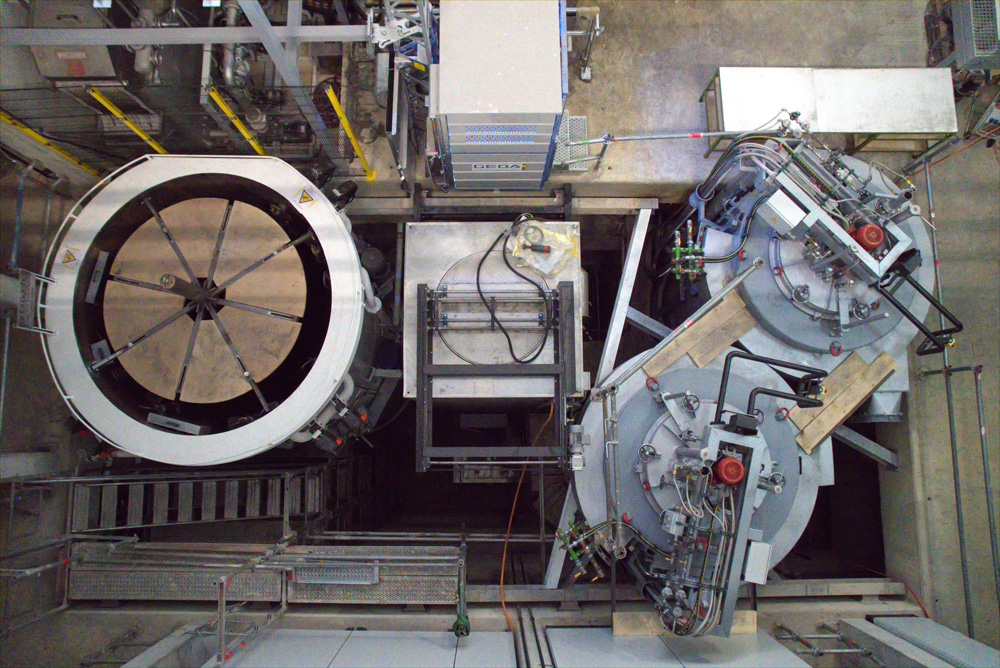
With the construction of its new hardening plant in 2019, Gewinde Ziegler AG has fully automated the salt bath hardening process. The automation and the many years of salt bath know-how reasult in consistent hardening results. Salt melting offers various advantages in contrast to other heat treatment processes. First and foremost there is temperature uniformity. In salt bath heat treatment, the heat is not transferred by radiation and convection, as with atmospheric processes (gas and vacuum), but by heat conduction gained from the contact between liquid molten medium and component surface. As a result, heat is supplied to or extracted from the material to be treated in very short time. Heat treatment in molten salts is fast and yet comes with little distortion due to the uniform heat transfer.
- Case hardening in salt (see oven procedures)
- Neutral hardening in salt
- Quench hardening in salt
- Tempering in salt
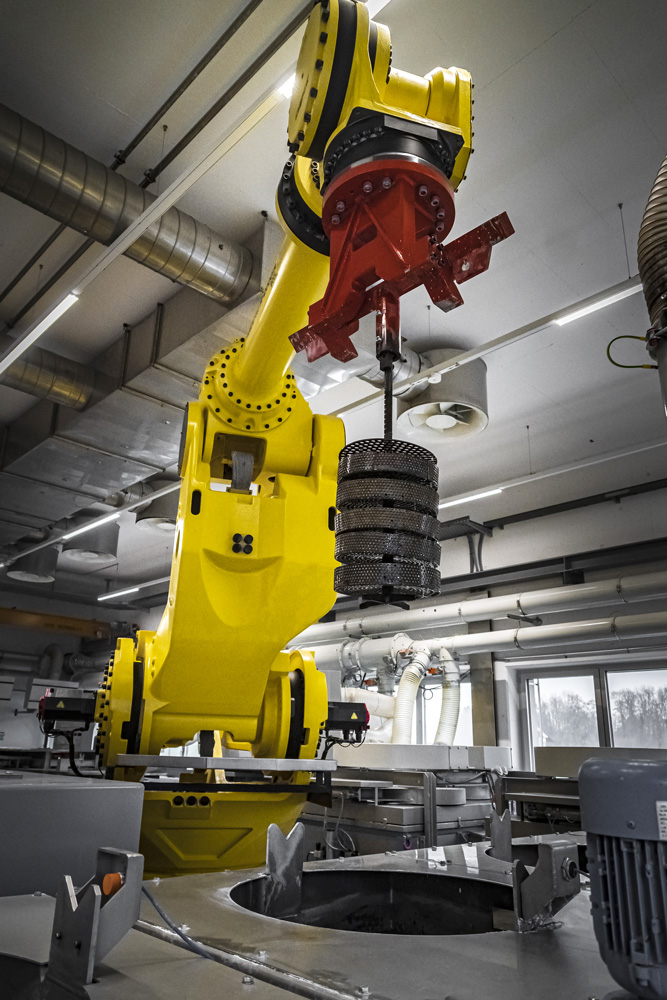
Furnace dimensions
Height: 1,100 mm
Diameter: 700 mm
Nitrocarburising is the enrichment of the surface layer of ferrous materials with nitrogen and small amounts of carbon. Nitrocarburising produces a very wear-resistant layer of iron nitrides and nitrides of alloying elements, for example chromium nitrides, on the component surface. After cooling in an oxidising salt bath, a black, decorative surface with additional high corrosion resistance is formed.


At treatment temperatures of 480 to 580 °C, the edge area is chemically altered by the incorporation of nitrogen and possibly carbon.
Advantages of salt bath nitrocarburizing
- Wear resistance
- Corrosion resistance
- Shrink resistance
- Heat resistance
- Fatigue resistance
Furnace dimensions
Height: 800 mm
Diameter 500 mm
By transforming retained austenite into martensite and precipitating fine carbides, deep-freeze treatment offers the following important advantages:
- Improved hardness
- Dimensional stability
- Improved wear resistance
- Extended durability of parts


Our modern freezing plant allows us to freeze at temperatures as low as -120°C and temper under protective gas (nitrogen) up to 300°C in the freezer.
Max. batch size
Height: 900 mm
Diameter 600 mm


(Core) hardening in inert gas
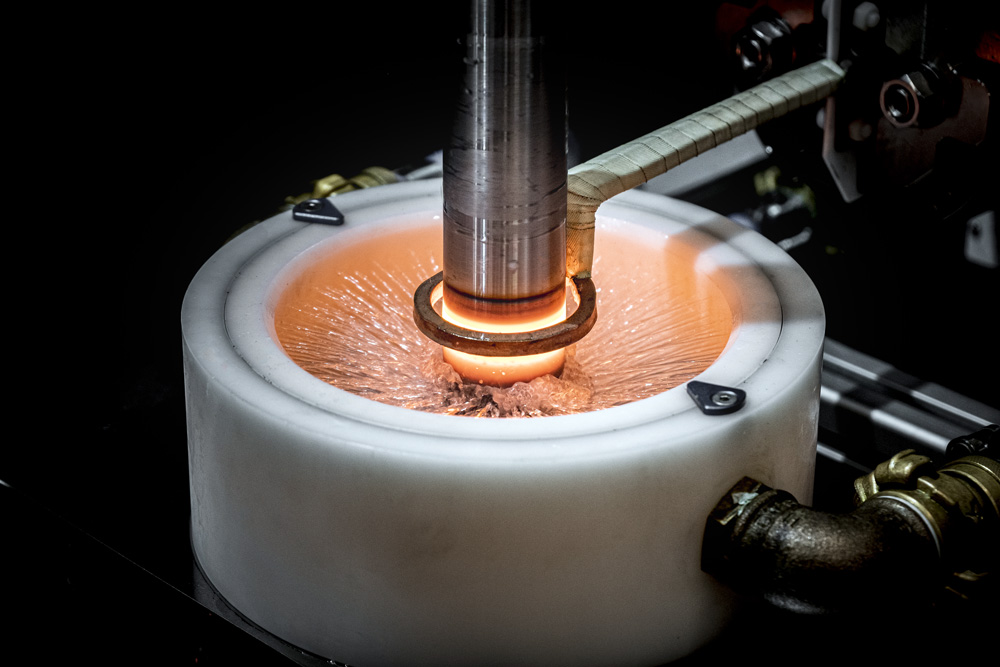
During hardening, the component is heated and then quickly cooled (quenched). The structural transformation produces hard martensite, which is then stress-relieved in a subsequent tempering process. The achievable hardness is determined by the carbon content. This is at least 0.2 % for hardenable steels. The achievable hardening depth is influenced by the other alloying elements.
Hardening under inert gas
Unalloyed and low-alloy steels are heated in a controlled atmosphere and quenched in oil. The specific adjustment of the furnace atmosphere prevents the diffusion of carbon, which is necessary for hardening.
Case hardening
Carburisation
Enriching the surface layer of a workpiece with carbon by thermochemical treatment.
Case hardening
Carburisation followed by hardening at 850 to 950 °C. During hardening, a high hardness with improved wear resistance is achieved in the enriched surface layer.

Neutral and case hardening of small and very small parts 0.3 mm - 15 mm.
(Core) hardening in inert gas
During hardening, the component is heated and then quickly cooled (quenched). The structural transformation produces hard martensite, which is then stress-relieved in a subsequent tempering process. The achievable hardness is determined by the carbon content. This is at least 0.2 % for hardenable steels. The achievable hardening depth is influenced by the other alloying elements.
Hardening under inert gas
Unalloyed and low-alloy steels are heated in a controlled atmosphere and quenched in oil. The specific adjustment of the furnace atmosphere prevents the diffusion of carbon, which is necessary for hardening.


- Element size up to approx. Ø 15 mm
- Element length up to approx. 50 mm
- CQi-9 conformity
- Neutral hardening of small parts (up to approx. 15 mm diameter)
- Hardening of large series
Hardening in inert gas
During hardening, the component is heated and then quickly cooled (quenched). The structural transformation produces hard martensite, which is then stress-relieved in a subsequent tempering process. The achievable hardness is determined by the carbon content. This is at least 0.2 % for hardenable steels. The achievable hardening depth is influenced by the other alloying elements.
Hardening under inert gas
Unalloyed and low-alloy steels are heated in a controlled atmosphere and quenched in oil. The specific adjustment of the furnace atmosphere prevents the diffusion of carbon, which is necessary for hardening.
In quenching and tempering, steels with a carbon content of 0.2 - 0.6% are first hardened and then tempered in a temperature range of 450-700 °C. The tempering temperature depends on the desired properties. The tempering temperature depends on the desired properties. Usually, high toughness is sought.
Annealing treatments are carried out to adjust specific microstructural states or to relieve stresses. These usually take place in inert gas atmospheres. Cooling is controlled and usually slow.
Stress-relief annealing
During stress relief annealing (450 - 650 °C), internal stresses in the component are largely relieved without significantly affecting the other properties. Internal stresses occur both in raw material production (e.g. when straightening long bars) and in mechanical production (turning, milling, deep drawing). The stress relief causes the components to warp, which must be rectified by means of machining allowances.
This heat treatment is particularly recommended for complex and precise components as an intermediate step in production (between rough and final machining) to minimise distortion during subsequent hardening.
Soft annealing, normalising, recrystallisation annealing
These annealing treatments above 700 °C can restore the original properties of the material or eliminate undesirable structural changes. Goal: To produce the optimum microstructure for further processing. Examples: Elimination of work hardening and production of formability, homogenisation of the microstructure after welding, grain refinement for best properties, shaping of carbides for more economical machining.

Carburisation
Enriching the surface layer of a workpiece with carbon by thermochemical treatment.
Case hardening
Carburisation followed by hardening at 850 to 950 °C. During hardening, a high hardness with improved wear resistance is achieved in the enriched surface layer.
erreicht.
Neutral hardening
During hardening, the component is heated and then quickly cooled (quenched). The structural transformation produces hard martensite, which is then stress-relieved in a subsequent tempering process. The achievable hardness is determined by the carbon content. This is at least 0.2 % for hardenable steels. The achievable hardening depth is influenced by the other alloying elements.