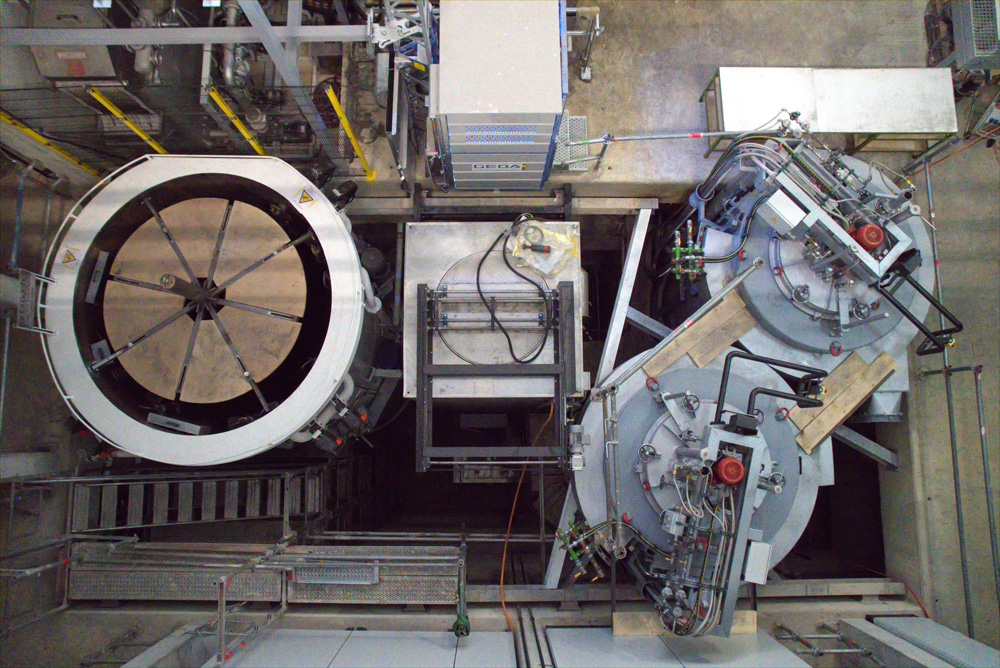
Die Gewinde Ziegler AG hat mit ihrem Neubau der Härterei 2019, den Prozess des Salzbadhärtens vollständig automatisiert. Diese Automatisierung und langjähriges Salzbad-Knowhow führt zu beständigen Härteergebnissen. Das Salzschmelzen hat diverse Vorteile die andere Wärmebehandlungsverfahren nicht aufweisen. In erster Linie ist die Temperaturgleichmässigkeit zu nennen. Die Wärme wird bei der Salzbadwärmebehandlung nicht wie beim atmosphärischen Verfahren (Gas und Vakuum) durch Strahlung und Konvektion übertragen, sondern durch Wärmeleitung über den Kontakt des schmelzflüssigen Mediums mit der Bauteiloberfläche. Dadurch wird die Wärme dem Behandlungsgut sehr schnell zugeführt oder entzogen. Die Wärmebehandlung in Salzschmelzen erfolgt zügig und wegen des gleichmässigen Wärmeübergangs dennoch verzugsarm.
- Einsatzhärten im Salz (siehe Ofenverfahren)
- Neutralhärten im Salz
- Abschrecken im Salz
- Anlassen im Salz
Ofengrösse
Höhe: 1’100 mm
Durchmesser: 700 mm
Unter Nitrocarburieren wird eine Anreicherung der Randschicht von Eisenwerkstoffen mit Stickstoff und geringen Mengen Kohlenstoff verstanden. Beim Nitrocarburieren entsteht an der Bauteiloberfläche eine sehr verschleissfeste Schicht aus Eisennitrieden und Nitriden von Legierungselementen, zum Beispiel Chromnitriden. Nach der Abkühlung in einem oxidierenden Salzbad bildet sich eine schwarze, dekorative Oberfläche, die zusätzlich hohe Korrosionsbeständigkeit besitzt.


Bei Behandlungstemperaturen von 480 bis 580 °C wird der Randbereich durch Einlagerung von Stickstoff und eventuell Kohlenstoff chemisch verändert.
Vorteile des Salzbadnitrocarburieren
- Verschleissbeständigkeit
- Korrosionsbeständigkeit
- Einlaufbeständigkeit
- Warmfestigkeit
- Dauerfestigkeit
Ofengrösse
Höhe: 800 mm
Durchmesser 500 mm
Durch Umwandlung von Restaustenit in Martensit und die Ausscheidung feiner Karbide bietet die Tiefkühlbehandlung folgende wichtige Vorteile:
- Verbesserte Härte
- Masshaltigkeit
- Höhere Verschleissfestigkeit
- Verlängerte Lebensdauer von Teilen


Durch unsere moderne Tiefkühlanlage können wir bis -120°C Tiefkühlen und Anlassen unter Schutzgas (Stickstoff) bis 300°C im Tiefkühler.
Max. Chargengrösse
Höhe: 900 mm
Durchmesser 600 mm


(Kern-)Härten im Schutzgas
Beim Härten wird das Bauteil erwärmt und danach schnell abgekühlt (abgeschreckt). Durch die Gefügeumwandlung entsteht harter Martensit, der in einem anschliessend Anlassvorgang entspannt wird. Die erreichbare Härte wird vom Kohlstoffgehalt bestimmt. Dieser beträgt bei härtebaren Stählen mindestens 0.2 %. Die erreichbare Einhärtungstiefe wird durch die weiteren Legierungselemente beeinflusst.
Härten unter Schutzgas
Unlegierte und niedrig legierte Stähle werden in geregelter Atmosphäre erwärmt und im Öl abgeschreckt. Die gezielte Einstellung der Ofenatmosphäre verhindert das Ausdiffundieren des Kohlenstoffs, welcher für die Härtung nötig ist.
Einsatzhärten
Aufkohlen
Anreichern der Randschicht eines Werkstückes mit Kohlenstoff durch thermochemische Behandlung.
Einsatzhärten
Aufkohlen mit darauffolgender Härtung bei 850 bis 950 °C. Beim Härten wird in der angereicherten Randschicht eine hohe Härte mit verbessertem Verschleisswiderstand erreicht.

Neutral- sowie Einsatzhärten von klein- und Kleinstteilen 0.3 mm – 15 mm.
(Kern-)Härten im Schutzgas
Beim Härten wird das Bauteil erwärmt und danach schnell abgekühlt (abgeschreckt). Durch die Gefügeumwandlung entsteht harter Martensit, der in einem anschliessend Anlassvorgang entspannt wird. Die erreichbare Härte wird vom Kohlstoffgehalt bestimmt. Dieser beträgt bei härtebaren Stählen mindestens 0.2 %. Die erreichbare Einhärtungstiefe wird durch die weiteren Legierungselemente beeinflusst.
Härten unter Schutzgas
Unlegierte und niedrig legierte Stähle werden in geregelter Atmosphäre erwärmt und im Öl abgeschreckt. Die gezielte Einstellung der Ofenatmosphäre verhindert das Ausdiffundieren des Kohlenstoffs, welcher für die Härtung nötig ist.


- Teile-Grösse bis ca. Ø 15 mm
- Teile-Länge bis ca. 50 mm
- CQi-9 konform
- Neutralhärten von Kleinteilen (bis ca. 15mm Durchmesser)
- Härten von Grossserien
Härten im Schutzgas
Beim Härten wird das Bauteil erwärmt und danach schnell abgekühlt (abgeschreckt). Durch die Gefügeumwandlung entsteht harter Martensit, der in einem anschliessenden Anlassvorgang entspannt wird. Die erreichbare Härte wird vom Kohlstoffgehalt bestimmt. Dieser beträgt bei härtebaren Stählen mindestens 0.2 %. Die erreichbare Einhärtetiefe wird durch die weiteren Legierungselemente beeinflusst.
Härten unter Schutzgas
Unlegierte und niedrig legierte Stähle werden in geregelter Atmosphäre erwärmt und im Öl abgeschreckt. Die gezielte Einstellung der Ofenatmosphäre verhindert das Ausdiffundieren des Kohlenstoffs, welcher für die Härtung nötig ist.
Beim Vergüten werden Stähle mit einem Kohlenstoffgehalt von 0,2 – 0,6% zuerst gehärtet und anschliessend im Temperaturbereich von 450–700 °C angelassen. Die Anlasstemperatur richtet sich nach den gewünschten Eigenschaften. Üblicherweise wird eine hohe Zähigkeit gesucht.
Glühbehandlungen werden durchgeführt, um spezifische Gefügezustände einzustellen bzw. Spannungen abzubauen. Diese finden in der Regel unter Schutzgasatmosphären statt. Die Abkühlung erfolgt geregelt und meistens langsam.
Spannungsarmglühen
Beim Spannungsarmglühen (450 – 650 °C) werden innere Spannungen im Bauteil weitgehend abgebaut, ohne die anderen Eigenschaften wesentlich zu beeinflussen. Innere Spannungen entstehen sowohl in der Rohmaterialfertigung (z.B. beim Richten von langen Stangen) als auch in der mechanischen Fertigung (Drehen, Fräsen, Tiefziehen). Durch den Spannungsabbau verziehen sich die Bauteile, was mittels Bearbeitungs-zugaben berüchtigt werden muss.
Diese Wärmebehandlung empfiehlt sich insbesondere bei komplexen und präzisen Bauteilen als Zwischenschritt in der Fertigung (zwischen Grob- und Endbearbeitung), um den Verzug beim nachfolgenden Härten zu minimieren.
Weichglühen, Normalglühen, Rekristallisationsglühen
Durch diese Glühbehandlungen über 700 °C können die ursprünglichen Eigenschaften des Materials wiederhergestellt oder unerwünschte Gefügeveränderungen beseitigt werden. Ziel: Das optimale Gefüge für die Weiterverarbeitung erzeugen. Beispiele: Beseitigung der Kaltverfestigung und Herstellung der Verformbarkeit, Homogenisierung des Gefüges nach dem Schweissen, Kornfeinung für beste Eigenschaften, Einformung der Karbide für wirtschaftlichere Zerspanung.

Aufkohlen
Anreichern der Randschicht eines Werkstückes mit Kohlenstoff durch thermochemische Behandlung.
Einsatzhärten
Aufkohlen mit darauf folgender Härtung bei 850 bis 950 °C. Beim Härten wird in der angereicherten Randschicht eine hohe Härte mit verbessertem Verschleisswiderstand
erreicht.
Neutralhärten
Beim Härten wird das Bauteil erwärmt und danach schnell abgekühlt (abgeschreckt). Durch die Gefügeumwandlung entsteht harter Martensit, der in einem anschliessend Anlassvorgang entspannt wird. Die erreichbare Härte wird vom Kohlstoffgehalt bestimmt. Dieser beträgt bei härtebaren Stählen mindestens 0.2 %. Die erreichbare Einhärtetiefe wird durch die weiteren Legierungselemente beeinflusst.